Understanding the working principle of penetrant testing is very important if you want to work as a quality assurance engineer in the manufacturing industry. Let’s get an overview of it
We will cover following about penetrant test
Definition of penetrant testing?
Penetrant-Testing (PT), also known as Liquid Penetrant Testing (LPT) or Dye Penetrant Inspection (DPI), is a non-destructive testing (NDT) method used to detect surface defects in non-porous materials like metals, ceramics, and plastics.
Step by step working principal of penetrant testing
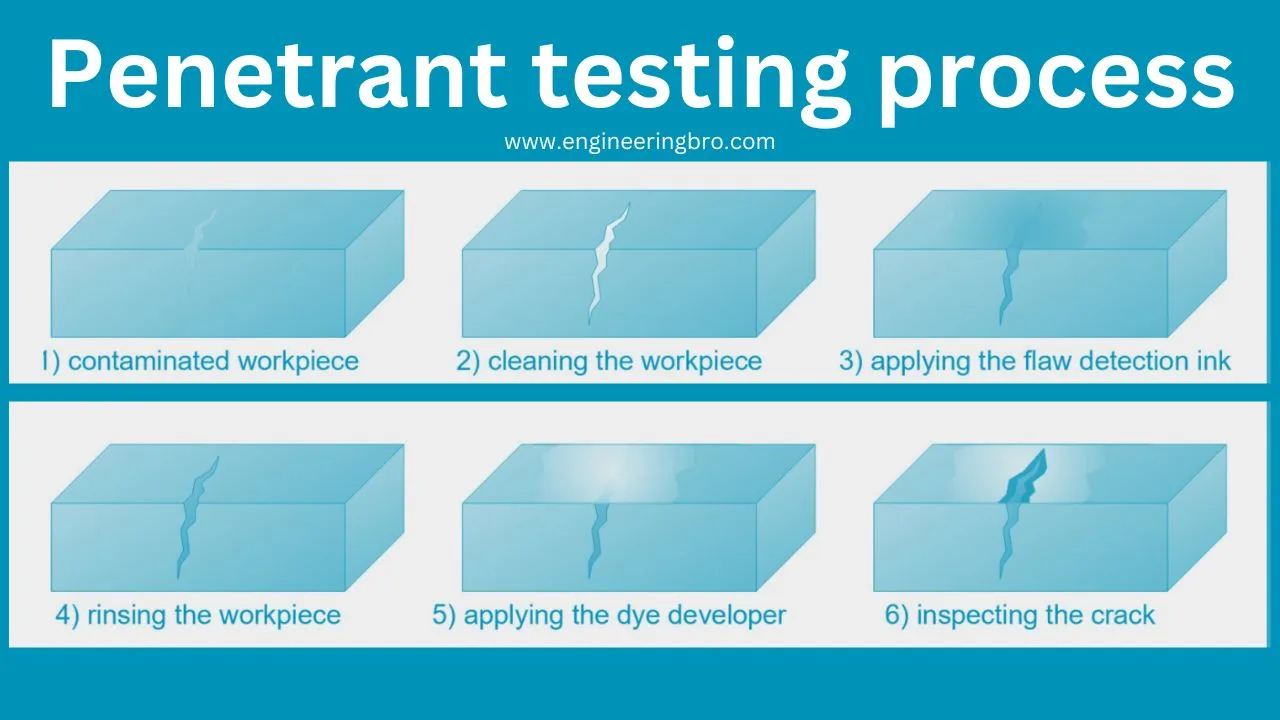
Step-by-step liquid penetrant testing (PT/LPI) process for surface-breaking defects.”, Penetrant testing works on the principle of capillary action, where a liquid penetrates into small surface-breaking defects due to its low surface tension. The process involves the following steps:
Penetrant testing total process time 60 minutes
1) Surface Preparation

The test surface is cleaned to remove dirt, grease, oil, rust, and other contaminants that may block defects.
2) Application of Penetrant

A liquid penetrant (visible or fluorescent dye) is applied to the surface.
The penetrant enters surface-breaking defects through capillary action
3) Dwell Time (Penetration Time)

The penetrant is allowed to remain on the surface for a specified time to ensure proper penetration into defects.
4) Excess Penetrant Removal

The surface is carefully cleaned to remove excess penetrant while ensuring that the penetrant inside defects are not removed.
5) Developer Application

A developer (powder or liquid) is applied to draw the trapped penetrant out of defects through reverse capillary action.
This enhances the visibility of the defect.
6) Inspection

Under proper lighting conditions (white light for visible dye or UV light for fluorescent dye), the defects appear as bright indications.
7) Post-Cleaning
After inspection, the part is cleaned to remove all testing materials.
Classification of penetrant testing
1. Based on Penetrant Type
2. Based on the Penetrant Removal Method
- a) Water-Washable Penetrant (Method A)
- b) Post-Emulsifiable Penetrant (Method B & D)
- c) Solvent-Removable Penetrant (Method C)
3. Based on Sensitivity Level (for Fluorescent Penetrants)
- Level ½ – Very Low Sensitivity
- Level 1 – Low Sensitivity
- Level 2 – Medium Sensitivity
- Level 3 – High Sensitivity
- Level 4 – Ultra-High Sensitivity
Why Use Penetrant Testing?
Penetrant-Testing (PT) is used because:
- It is cost-effective and requires minimal equipment.
- It detects very fine surface-breaking defects like cracks, porosity, and laps.
- It can be applied to a wide range of non-porous materials (metals, ceramics, plastics).
- It provides quick results for easy defect identification.
When to Use Penetrant Testing?
Penetrant-testing is ideal when:
When ultrasonic or radiographic testing is not suitable for detecting surface defects.
Detecting Surface Defects
Fine cracks, fatigue cracks, welding defects, casting defects, etc.
Testing Non-Porous Materials
Metals, ceramics, plastics, composites (not suitable for porous materials).
Performing Routine or Periodic Inspections
Used in the maintenance of aircraft, pipelines, and machinery.
Needing High Sensitivity for Small Defects
Fluorescent PT is used in the aerospace, nuclear, and automotive industries.
Where Other NDT Methods Are Not Practical
When ultrasonic or radiographic testing is not suitable for detecting surface defects.
What are the types of penetrant testing commonly known in the industry?
| Method | Description | Removal Process | Common Use |
|---|---|---|---|
| Water-Washable (A) | Water-soluble penetrant | Direct water wash | High-volume industries |
| Post-Emulsifiable (B, D) | Oil-based penetrant requiring emulsifier | Emulsifier + water wash | Critical inspections |
| Solvent-Removable (C) | Penetrant removed with solvents | Wipe with solvent | Field inspections, aerospace |
| Water-Based Penetrant | Water-based eco-friendly penetrant | Direct water wash | Environmentally sensitive areas |
| Fluorescent Penetrant | Requires UV light for defect detection | Varies by method | High-sensitivity applications |
| Visible Dye Penetrant | Uses red dye visible under white light | Varies by method | General industrial use |
List of top brands that provide penetrant testing products or equipment:
| Brand | Country | Products/Services |
|---|---|---|
| Magnaflux | USA | Penetrants, developers, emulsifiers, UV lights |
| Sherwin Inc. | USA | Fluorescent and visible dye penetrants |
| Chemetall (a BASF company) | Germany | Ardrox penetrants, developers, emulsifiers |
| Socomore | France | NDT chemicals, cleaning solvents |
| Met-L-Chek | USA | Fluorescent and visible penetrants |
| NDT-Europa | Netherlands | Penetrants, developers, accessories |
| Cofrend | France | NDT solutions including penetrant testing |
| Eddyfi Technologies | Canada | Advanced NDT solutions including PT equipment |
| Fitz’s Atlas | USA | Reference materials, training guides |
| Johnson & Allen | UK | Dye penetrants, magnetic particle inspection (MPI) products |
Frequently Asked Questions:
What are the basic steps of the Penetrant-Testing process?
1) Pre-cleaning – Remove dirt, oil, or contaminants from the surface
2) Penetrant application – Apply the liquid penetrant and allow dwell time
3) Excess penetrant removal – Remove excess penetrant using the appropriate method
4) Developer application – Apply developer to draw out penetrant from defects
5) Inspection – Observe under white light (visible dye) or UV light (fluorescent)
6) Post-cleaning – Clean the tested part to remove chemicals
How do I choose between fluorescent and visible dye penetrant?
Fluorescent penetrant
1) High sensitivity (better for detecting fine cracks)
2) Requires UV light for inspection
3) Used in aerospace, automotive, and high-precision industries
Visible dye penetrant
1) No special lighting required (can be seen under white light)
2) Lower sensitivity than fluorescent methods
3) Suitable for general industrial inspections
What is dwell time in Penetrant Testing?
1) Dwell time refers to the amount of time the penetrant is allowed to remain on the surface to seep into defects.
2) Typical dwell times: 5-30 minutes depending on penetrant type and material
3) Longer for tighter cracks, shorter for larger defects
4) Manufacturer recommendations should be followed
Can Penetrant Testing be used on all materials?
No. PT is best for non-porous materials like:
1) Metals (steel, aluminum, titanium)
2) Ceramics
3) Plastics and composites
PT is not effective on:
1) Porous materials (wood, concrete, cast iron with open pores)
2) Highly rough surfaces that retain excess penetrant
What safety precautions should be taken during Penetrant-Testing?
1) Use gloves, masks, and goggles to avoid skin contact
Work in well-ventilated areas to prevent inhalation of chemicals
2) Dispose of penetrant chemicals as per environmental regulations
3) When using fluorescent penetrants, avoid direct UV exposure to eyes
4) Follow manufacturer safety data sheets (SDS) for handling guidelines
What are the main standards for Penetrant Testing
1) ASTM E1417 – Standard Practice for Liquid Penetrant-Testing
2) ISO 3452 – International standard for PT
3) ASME BPVC Section V – Boiler & pressure vessel PT requirements
4) NADCAP (Aerospace) – Aerospace industry-specific PT compliance
5) EN 571 – European standard for penetrant testing